Firma Comex specjalizuje się w dostarczaniu dla przemysłu górniczego urządzeń sortujących do prekoncentracji i wzbogacania minerałów.
mgr inż. Jakub Progorowicz, mgr inż. Waldemar Mijał
Jakub Progorowicz jest dyrektorem R&D w firmie Comex Polska Sp. z o.o. w Krakowie, a Waldemar Mijał jest specjalistą w Centrum Przeróbki Surowców Mineralnych Łukasiewicz w Instytucie Metali Nieżelaznych w Gliwicach
Dotychczas głównym odbiorcą technologii były kopalnie i zakłady przeróbcze na całym świecie, rud takich metali, jak żelazo, cynk i ołów, miedź czy złoto, oraz takich minerałów, jak magnezyt, kwarc czy fluoryt. W ostatnim czasie z powodu rosnącego zapotrzebowania na węgiel kamienny oraz ze względu na rosnące ceny energii niezbędne do jego przeróbki przy pomocy tradycyjnych metod technologia sortowania metodą na sucho z wykorzystaniem czujników jest testowana i wdrażana w krajowej branży wydobywczej węgla kamiennego.
Zasada działania sortera CXR bazuje na wykorzystaniu analizy rentgenowskiej do identyfikacji materiałów i minerałów poprzez pośrednie określenie różnic gęstości w analizowanym materiale i na zidentyfikowaniu jego wewnętrznej struktury. W zastosowaniu do węgla kamiennego podział materiału ze względu na różnice gęstości na podstawie analizy rentgenowskiej daje satysfakcjonujące rezultaty. W przypadku sortowania rud o małej zawartości i dużym rozproszeniu poszukiwanego surowca konieczne jest skorzystanie z komplementarnych technologii obrazowania, takich jak kamery światła widzialnego, podczerwieni czy bardziej zaawansowane czujniki rentgenowskie (wielospektralne lub o wysokiej rozdzielczości). Cyfrowa analiza obrazu wykorzystująca zaawansowane algorytmy z sieciami neuronowymi włącznie pozwala na klasyfikację analizowanych cząstek materiału w czasie rzeczywistym i precyzyjnie przekazuje sygnał do układu odrzucającego z dyszami pneumatycznymi ze sprężonym powietrzem, wydmuchując z nadawy materiału cząstki zakwalifikowane do odrzucenia. W konsekwencji na wyjściu urządzenia sortującego otrzymujemy dwa strumienie materiału z wyraźną granicą podziału ze względu na parametry chemiczne i fizyczne cząstek.

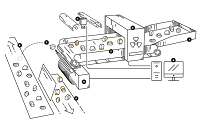
RYS. 1 Schemat działania sortera typu CXR
1 – podajnik wibracyjny; 2 – podajnik taśmowy 2,7 m/s; 3 – bramka X-Ray; 4 – kamera optyczna; 5 – jednostka sterująca; 6 – kaseta z dyszami; 7 – cząstka odrzucana; 8 – frakcja odrzucona; 9 – frakcja nieodrzucona
Dzięki zastosowaniu najnowocześniejszej technologii uzyskujemy wysoką sprawność sortowania z precyzyjną linią podziału między materiałem sklasyfikowanym jako odpad a materiałem sklasyfikowanym jako produkt. Technologia umożliwia płynne przestawianie granicy podziału, co pozwala w łatwy sposób zmieniać nastawy produkcji. Robocza szerokość taśmociągu (1000 mm lub więcej) i jego wysoka prędkość produkcyjna (2,7 m/s) pozwala na pracę maszyny z przepustowością przerobową na poziomie kilkudziesięciu ton (w zależności od rodzaju i frakcji wielkościowej materiału).
Dodatkową zaletą procesu sortowania metodą na sucho z wykorzystaniem czujników (poza precyzyjnością i użytecznością przemysłową) jest niski pobór energii w przeliczeniu na przetwarzaną tonę przerabianego materiału (określany na poziomie 0,1 EUR, podczas gdy tradycyjna przeróbka dochodzi do wartości 3,50 EUR). Jako właściwie bezobsługowa redukuje potrzebę zaangażowania załogi, minimalizuje do zera zużycie wody i znacznie ogranicza konieczność zużycia energii niezbędnej do uruchomienia urządzeń przygotowujących materiał. W rezultacie technologia poza podniesieniem jakości produktów mineralnych i wzrostem wskaźników ekonomicznych ma również wpływ na zmniejszenie obciążenia środowiska naturalnego.
Sortowanie krajowych węgli kamiennych
Wynik analizy rentgenowskiej produktów sortowania węgla kamiennego przedstawiono na RYS. 2. Zaprezentowany jest na nim obraz rentgenowski węgla (kolor niebieski) podczas identyfikacji skały płonnej (kolor żółty) – wykonany w celu wzbogacenia węgla. Ponadto możliwe jest zidentyfikowanie wtrąceń pirytu, czyli siarczku żelaza (żółte wtrącenia na niebieskim tle).
RYS. 2 Analiza rentgenowska węgla po jego wzbogaceniu w podziale na produkt (na górze) i odpad (na dole)
W TAB. 1 przedstawiono wyniki sortowania węgla kamiennego dla dwóch kopalń Górnośląskiego Zagłębia Węglowego. Otrzymane wyniki jednoznacznie wskazują, że możliwe jest wydzielanie frakcji węgla kamiennego poprzez sortowanie o obniżonej zawartości popiołu. Etap sortowania poprzedzała operacja klasyfikacji na przesiewaczu wibracyjnym, która eliminowała z procesu ziarna < 15 mm w celu polepszenia jakości otrzymywanych produktów sortowania. Testy separacji przeprowadzono na węglu energetycznym z dwóch kopalń oznaczonych podczas testów jako kopalnia A i kopalnia B. Wyniki zaprezentowano w TAB. 1–4.
Podsumowanie
Otrzymane wyniki prezentują, że stosowanie sorterów pozwala na uzyskanie produktu handlowego o podwyższonej jakości. Możliwe jest usuwanie frakcji o podwyższonej zawartości popiołu (kopalnia A – 75,08%, kopalnia B – 47,58%). Z powodzeniem można wydzielać frakcję o podwyższonej zawartości siarki (odpad z testu 1. dla kopalni A – 2,02%, a z testu 2. – 1,07%). Produkty sortowania mogą charakteryzować się obniżoną zawartością popiołu (koncentrat w teście 2. dla kopalni A – 4,67%, dla kopalni B – 2,55%). Dodatkowo należy nadmienić znaczny wzrost wartości opałowej w koncentracie, która w zależności od zakładu górniczego może wzrosnąć nawet do ponad 30 MJ/kg.
Obecnie prowadzone są także dalsze prace na węglach koksujących oraz na materiale uzyskanym z hałd. Badania są realizowane wspólnie z Centrum Przeróbki Surowców Mineralnych, które jest częścią Sieci Badawczej Łukasiewicz w Instytucie Metali Nieżelaznych w Gliwicach. Więcej informacji można uzyskać na stronie internetowej firmy Comex:
www.comex-group.com.