

Klasyfikacja minerałów to kluczowy proces przy produkcji niemal wszystkich materiałów obecnych dzisiaj na rynku. Prawie zawsze nieodzownym elementem towarzyszącym takim procesom prowadzonym na sucho są klasyfikatory aerodynamiczne działające w obiegu zamkniętym z rożnego rodzaju młynami.
Dr Jacek Kołacz
Jednak klasyfikacja aerodynamiczna może również zostać użyta do separacji ziaren o różnych własnościach, takich jak porowatość, kształt ziaren oraz gęstość materiału.
Klasyfikacja czy separacja
Klasyfikacja aerodynamiczna w zakresie od kilku do kilkunastu µm jest ogólnie bardzo trudna do przeprowadzenia. Typowy problem polega na tym, że frakcja gruba po klasyfikacji jest znacznie zanieczyszczona drobnymi cząstkami materiału. Powoduje to spadek wydajności wielu procesów oraz obniżenie jakości końcowego produktu, jeżeli klasyfikacja jest końcowym procesem przeróbki. Osiągnięcie efektywnej klasyfikacji daje możliwość separacji niektórych materiałów. Tak więc materiał może zostać podzielony na frakcje nie tylko ze względu na rozmiary cząstek, ale także na ich inne własności, takie jak gęstość, kształt, porowatość itp. Klasyfikator aerodynamiczny firmy Comex typu UCX został skonstruowany w celu efektywnej separacji drobnych cząstek oraz uzyskania wysokiej sprawności dla szerokiego zakresu składu ziarnowego – od kilkuset µm średniego zakresu ziarna do nawet 0,5–1 µm. Klasyfikator ten został już zastosowany w przemyśle na szeroką skalę w wielu krajach świata, znacznie podnosząc parametry produkcyjne systemów mielenia. Nowe osiągi klasyfikatora możliwe są dzięki unikalnej konstrukcji, pozwalającej na uzyskanie dużych przyśpieszeń odśrodkowych (kilka tysięcy g) oraz bardzo dobrej dyspersji materiału, co umożliwia osiągniecie separacji o dużym stopniu sprawności. Przykładowy układ klasyfikacji przedstawiony został na FOT. 1, gdzie jednocześnie przez trzy klasyfikatory typu UCX wydzielanych jest kilka frakcji rozmiarowych. Właśnie taki układ został również zastosowany do separacji niektórych produktów w przypadku, gdy zachodziła potrzeba oddzielenia od siebie różnych materiałów o tych samych rozmiarach cząstek.
 FOT. 1 Modele UCX350 w układzie wielokrotnej klasyfikacji
FOT. 1 Modele UCX350 w układzie wielokrotnej klasyfikacji
Optymalizacja procesu metodą „on-line”
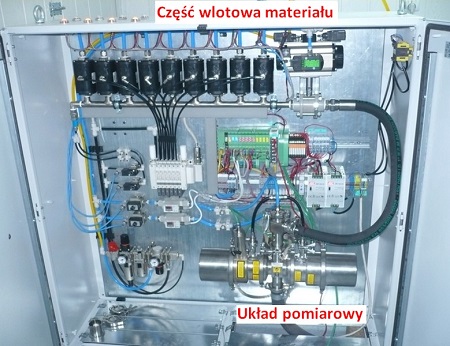
W celu monitorowania sprawności klasyfikacji mierzy się skład ziarnowy nadawy oraz obu frakcji klasyfikatora. Zwykle kontrola składu ziarnowego odbywa się metodą „off-line”, podczas której mała próbka z procesu pobierana jest do analizy w warunkach laboratoryjnych. Firma Comex wprowadziła na rynek system wielokanałowej analizy ciągłej „on-line”, umożliwiającej monitorowanie kilku punktów pomiarowych. Zasada działania oparta jest na zastosowaniu laserowego czujnika dyfrakcyjnego współpracującego z układem próbkującym badany materiał. FOT. 2 przedstawia układ pomiarowy Comex CMA-9, który umożliwia pomiar próbek materiału, w tym wypadku z dziewięciu niezależnych punktów. W ten sposób możliwe jest monitorowanie sprawności trzech niezależnych klasyfikatorów. W górnej części urządzenia znajduje się układ zaworów regulujących dopływ materiałów sypkich do układu pomiarowego opartego na czujniku dyfrakcyjnym firmy Malvern. Pomiar odbywa się z częstotliwością trzech cykli na sekundę, a operator systemu CMA ma możliwość niezależnego zaprogramowania czasu pomiaru każdego kanału, czasu uśredniania danych oraz częstotliwości próbkowania danego kanału w zależności od jego stopnia ważności w czasie kontroli procesu.
 FOT. 2 System pomiarowy CMA-9
FOT. 2 System pomiarowy CMA-9
Możliwa jest wiec pełna kontrola procesu klasyfikacji i separacji w celu nie tylko utrzymania reżimu składu ziarnowego, ale również dodatkowego efektu separacji materiałów o tym samym rozmiarze cząstek.
Przykłady zastosowań separacji
Klasyfikatory typu UCX stosowane są powszechnie do klasyfikacji rozmiaru ziaren w zakresie 1–200 µm. Wysoka sprawność separacji w tych urządzeniach pozwala na odseparowywanie od siebie różnych materiałów (w charakterze dodatkowej funkcji). RYS. 1 przedstawia wielokrotną klasyfikację rozdrobnionego tlenku żelaza (Fe2O3) pochodzącego z procesu chemicznego, o uziarnieniu 0–200 µm. Zawartość Fe w tym materiale niestety wynosiła poniżej 60%, co dyskwalifikowało go jako produkt handlowy, w którym niezbędne jest osiągniecie zawartości Fe powyżej 62–63%. Po rozdzieleniu tego materiału do kilku frakcji w separatorze UCX, powstała możliwość wydzielenia frakcji o małych zawartościach i odrzucenia ich z bezpośredniego procesu. Jak przedstawiono na RYS. 1, odrzucenie frakcji T12C i T4–T7 pozwoliło na poprawę jakości pozostałych frakcji i osiągniecie zawartości Fe powyżej 63%. Frakcje o niskiej zawartości Fe mogły być skierowane do procesu wzbogacania tradycyjnymi metodami, jednak ponad 50% materiału zostało wzbogacone przez separacje w klasyfikatorze UCX, co pozwoliło na znaczne obniżenie kosztów całego procesu.

RYS. 1 Zmiana zawartości Fe w materiale po wielokrotnej klasyfikacji
Innym przykładem jest separacja zanieczyszczeń ołowiu (Pb) w drobno zmielonym barycie, o uziarnieniu 0–150 µm. Na RYS. 2 przedstawiono zestawienie zawartości Pb w zależności od wyprodukowanych frakcji przez separator UCX. Oddzielenie pierwszych trzech frakcji od reszty materiału pozwoliło na obniżenie zawartości Pb w materiale z 4–4,5% do 2%.

RYS. 2 Zmiana zawartości Pb w materiale po wielokrotnej klasyfikacji
Wspomniane możliwości separacji przy wielokrotnej klasyfikacji aerodynamicznej można również zastosować w powiązaniu z urządzeniami mielącymi. Jeżeli jeden z materiałów wchodzących w skład mieszaniny jest bardziej lub mniej podatny na mielenie niż reszta, to możliwe jest zastosowanie wspomnianej techniki separacji do oddzielania takich cząstek w mielących układach zamkniętych.
Więcej informacji na temat konstrukcji klasyfikatora UCX oraz systemów pomiarowych CMA znajduje się na stronie internetowej firmy Comex: www.comex-group.com.














































































































